
STEP 1: UNCOILING
Process to supply skelp to forming process by uncoiling the wound skelp

STEP2: LEVELING
Process to flatten the uncoiled skelp
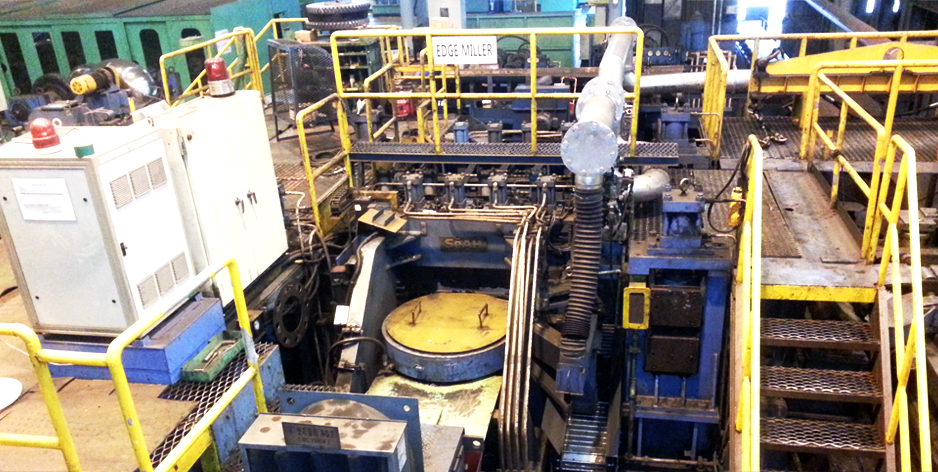
STEP3: EDGE MILLING
Process that secures the weldability of ERW by milling both longitudinal edges of skelp with square-shape(I type)
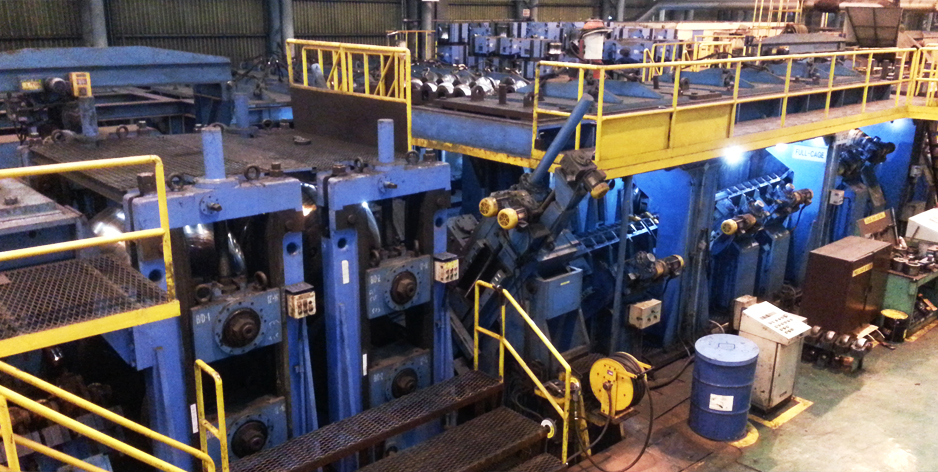
STEP4: FORMING
Process to transform a flat skelp into a round pipe and to prepare edge alignment for welding
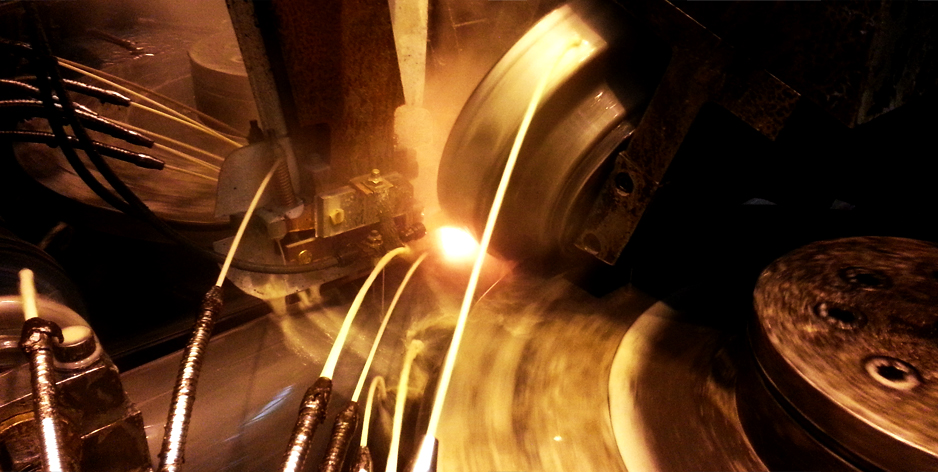
STEP5: WELDING
The edges of the skelp are heated by high frequency welding and are squeezed together by pressure.
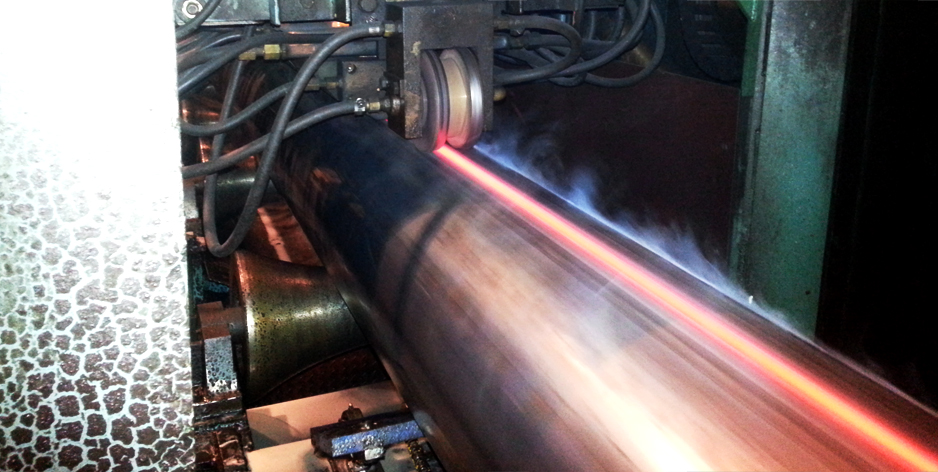
STEP6: HEAT TREATMENT
Process to heat-treat welds of pipe by using inductors (Normalizing)

STEP7: COOLING
Process to cool the normalized welds by air and water
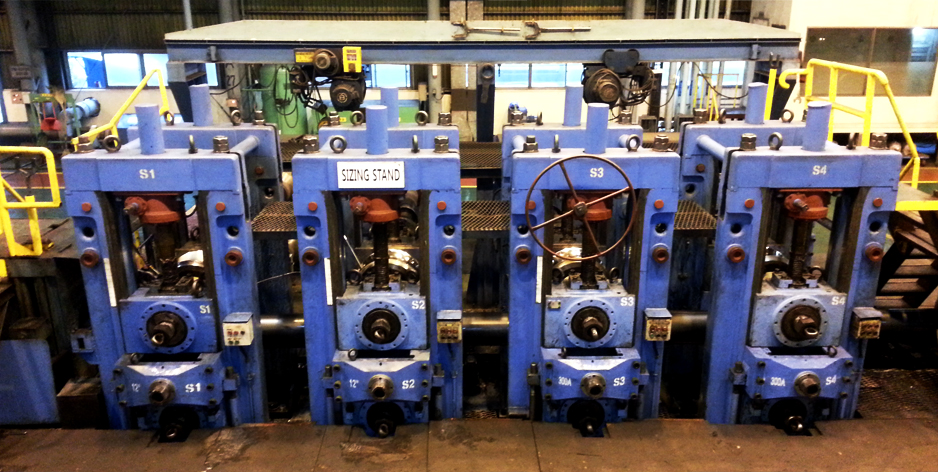
STEP8: SIZING
Process to calibrate pipe dimension as per customers’ requirements

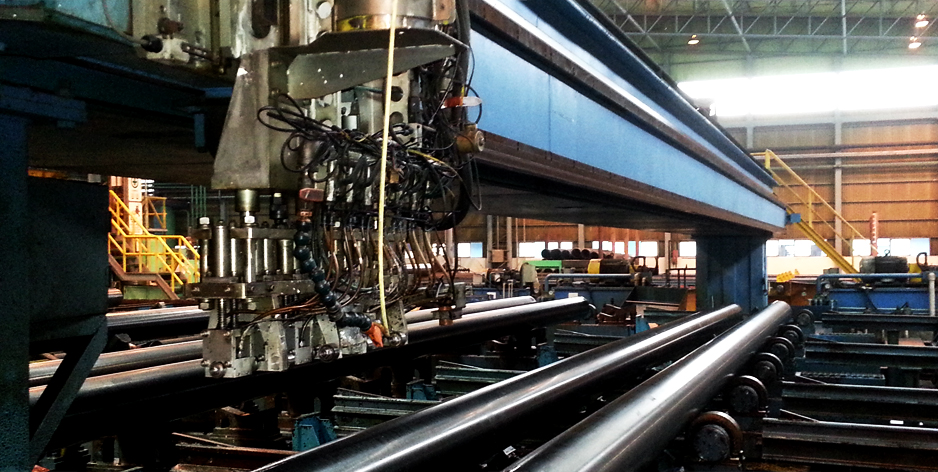
STEP9: CUTTING-OFF
Process to cut the pipe length as per customers’ requirements
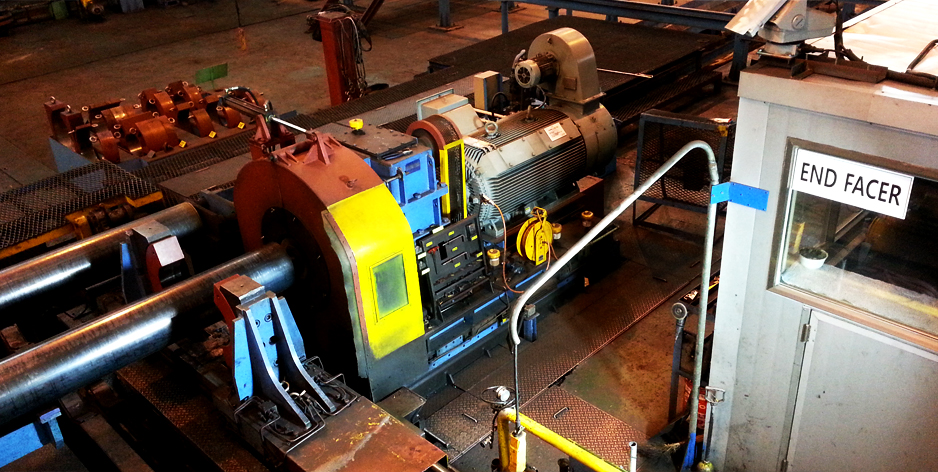
STEP10: END FACING
Process to machine both pipe ends as per customers’ requirements.

STEP11: HYDROSTATIC TEST
Process to test pipe hydrostatically with constant pressure and holding time.
STEP12: ULTRASONIC TEST(SEAM & FULL BODY)
Process to inspect welds and base metal of pipe by using ultrasonic waves

STEP13: MILL COATING
Process that prevents corrosion by spreading inhibited oil on product surface
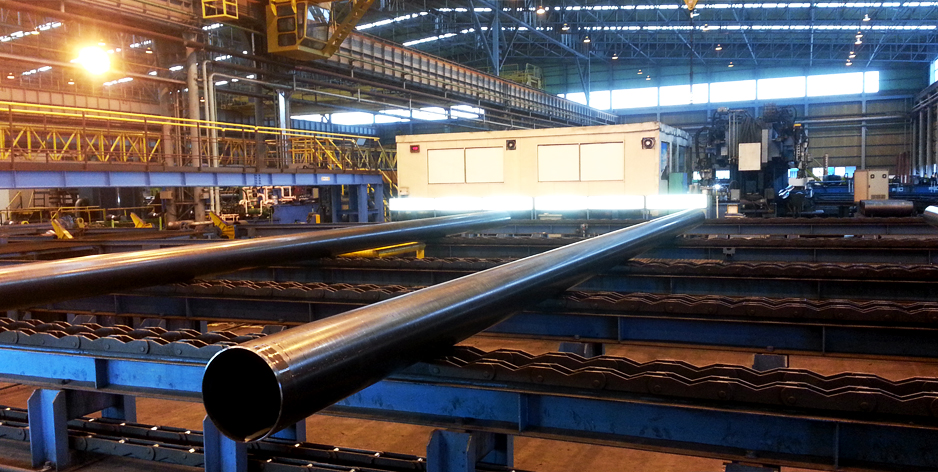
STEP14: DIMENSION / VISUAL INSPECTION / PACKING
Process that packages and decides the acceptance/refusal by confirming the size of the final product and exterior condition